Read the EAF version here... Picture Source: Niloy Tanvirul More than 90% of liquid steel produced...

Why slag chemistry has become a moving target
Electric arc furnace (EAF) steelmaking today produces around 28% of all crude steel in the world, and that share keeps growing. Decarbonization, new flat-product EAF mills in Europe and North America, and the slow move away from the BF-BOF route all point in the same direction: more steel will come from remelting scrap, direct-reduced iron (DRI), and increasingly mixed feed materials.
This growth brings a problem that does not get enough attention: the chemistry inside the furnace is becoming much less predictable. The "scrap basket" of a modern EAF is no longer just shredded car scrap and bushelings. It now often includes:
- A higher share of DRI and HBI, which brings its own gangue load (silica, alumina) and pushes against the basic slag system,
- Alternative carbon sources beyond anthracite — tire shredder, biochar, recycled plastic — each with its own ash content and behavior,
- Recycled secondary resources sent back into the EAF: returned ladle furnace (LF) slag, bag-house filter dust full of Zn, K and Na, and mill scale,
- And the usual variability of contaminated, painted, galvanized or oily scrap.
Every one of these inputs shifts the theoretical slag balance the metallurgist has on paper. The slag composition the flux additions are supposed to reach becomes a moving target, heat by heat — and the gap between what the recipe assumes and what is actually melting in the furnace gets harder to ignore.
This is the starting point of this article: slag management cannot be solved with a fixed recipe and a single end-of-heat sample. It has to be measured, and it has to be measured fast enough to act on. Read more about slag analytical technologies sorted by speed EAF slag - crushed down to 1-3 mm - Ready to be analyzed by QLX9 in 20 seconds
EAF slag - crushed down to 1-3 mm - Ready to be analyzed by QLX9 in 20 seconds
The four competing objectives of EAF slag management
A well-managed EAF slag has to do four jobs at the same time — and the difficulty is that the levers controlling them are linked to each other.
1. Refractory protection: (%MgO) saturation control
The first job of the slag is to not eat the furnace lining. Magnesia-based refractories are protected when the slag is saturated in MgO. Below saturation, the slag actively dissolves the lining, and refractory consumption goes up.
In practice, MgO saturation is reached through a balanced continuous addition of burned lime and dololime (or doloma), in an amount that matches the silica, alumina, FeO and other oxidation products in the slag. The reference framework here is Pretorius's isothermal stability diagrams (ISD), which map slag composition onto regions of MgO saturation, CaO saturation, dual saturation, and fully liquid slag [1, 2]. The "sweet spot" is the dual-saturation region, where a small amount of solid magnesiowüstite ((Fe,Mg)O) is suspended in the liquid slag — the same particles that, as it turns out, are central to the second job: foaming.
2. Foamability: B3 = CaO / (SiO₂ + Al₂O₃)
Foamy slag covers the arc, transfers heat to the bath, reduces noise, protects the panels, and stabilizes the electrical operation. Foam is not just a question of gas generation. It needs the right slag viscosity, surface tension, and — most important — a suspension of solid particles that stabilize the bubbles [3, 4].
The basicity index that matters for foamability is B3 = CaO/(SiO₂ + Al₂O₃), because it gives the true basic-to-acidic ratio when alumina is not negligible (a growing issue with DRI and certain scrap mixes). The MgO saturation discussed above provides the solid particles; B3 controls the matrix viscosity around them.
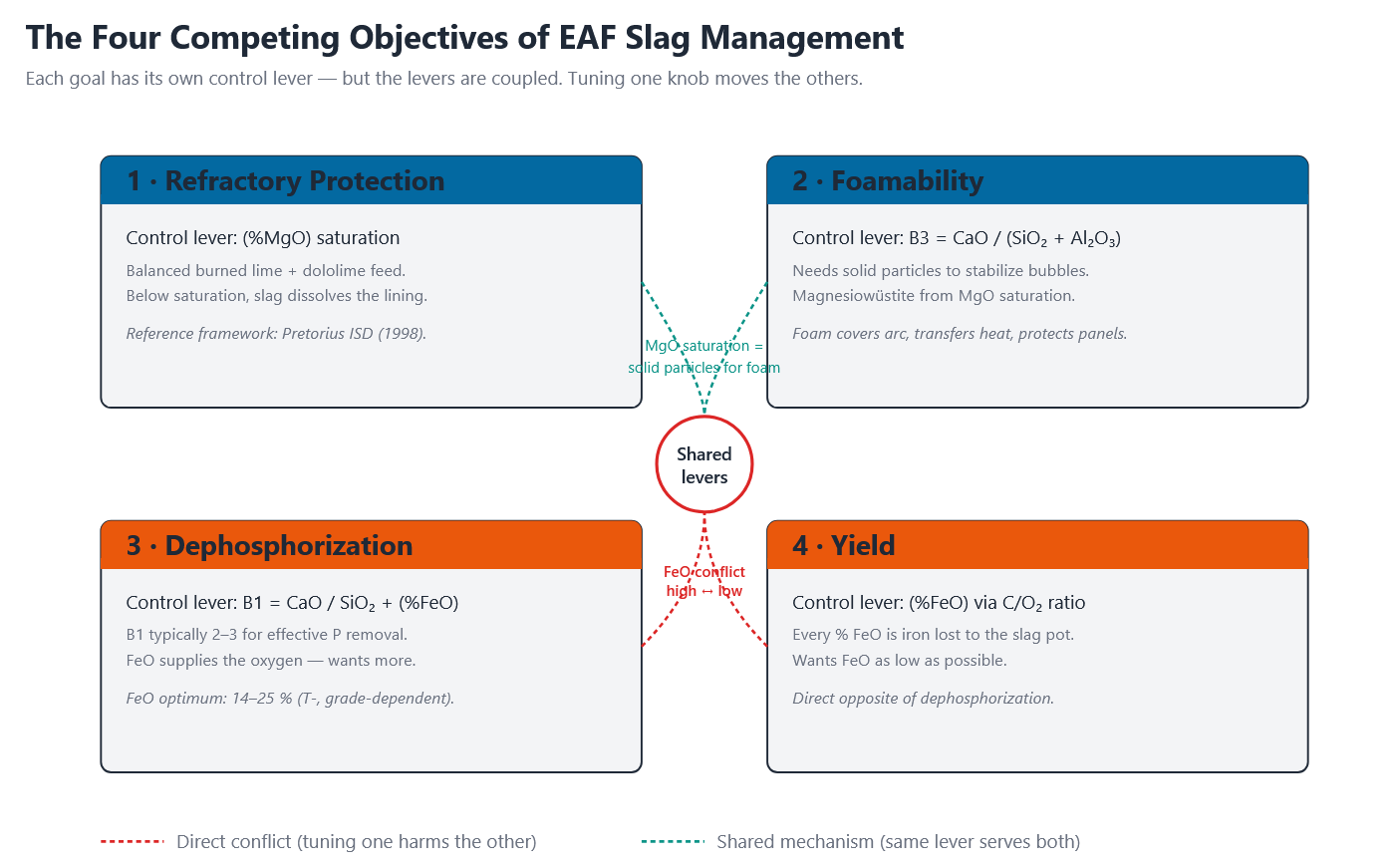
The four jobs EAF slag has to do simultaneously, with their control levers and the trade-offs that couple them. Dephosphorization wants high FeO, Yield wants low FeO — the central conflict. Refractory protection and foaming both depend on MgO saturate
3. Dephosphorization: B2 = CaO / SiO₂ and (%FeO) control
Removing phosphorus from the steel needs two conditions at the same time: high slag basicity and high oxygen potential. The classic basicity measure is B2 = CaO/SiO₂, usually in the range of 2–3 for effective dephosphorization in EAF practice [5].
The reaction works in two steps that depend on each other. First, the phosphorus dissolved in the steel must be oxidized — and FeO in the slag provides the oxygen for this step. Second, the resulting phosphate has to be captured and held in the slag — and only CaO can do this. CaO reacts with the phosphate to form a stable calcium phosphate that stays in the basic slag. Without enough CaO, the phosphate cannot be held, and the phosphorus goes back into the steel. FeO without CaO does not remove phosphorus, and CaO without FeO does not either. Both have to work together.
The literature gives a window for the FeO content, not a single setpoint. Depending on slag basicity, temperature and steel grade, the reported optimum sits anywhere between about 14 and 25 % FeO [5, 6, 7]. Lower-temperature modern practice with high B2 and good fluidity tends to favor the lower end; high-temperature oxidation-stage practice can sit at the upper end. The fact that the working optimum is grade-, temperature- and shop-specific is in itself an argument for measuring instead of assuming.
4. Yield: (%FeO) control
The fourth job sits in direct conflict with the third. Every percent of FeO in the slag is iron that did not end up as steel. But the iron actually lost is slag mass × %FeO — not %FeO alone. A heat with the same FeO percentage but twice the slag mass loses twice the iron.
This matters more with modern charge mixes. A higher DRI share brings more silica and alumina with it, and the slag mass grows. Trying to keep B3 high by adding more lime and dololime makes the slag mass even bigger. At some point the absolute Fe loss goes up — even when the %FeO target is met.
For this reason, experienced operators running high-DRI charges often accept a lower B3 target on purpose: a slightly less basic slag, but a smaller total slag mass. Less basic does not always mean worse — for yield, it can be the better choice.
Yield is therefore optimized by keeping FeO and slag mass low — both at the same time. The two levers are the C/O₂ ratio (controls FeO) and the flux strategy (controls slag mass and basicity together).
Why it is tricky: the conflicts in detail
If these four objectives were independent, slag management would be a clean four-knob tuning problem. They are not. The system is coupled, and most of the difficulty in EAF practice comes from a small number of trade-offs that cannot be avoided.
The C/O₂ dilemma
The C/O₂ ratio is the single most important operator-controlled variable for the slag phase.
- If the C/O₂ ratio is too high, FeO in the slag is reduced. The slag loses its solid magnesiowüstite particles, foaming collapses, the arc becomes exposed, electrical operation gets unstable, panels and roof are more exposed, and dephosphorization deteriorates.
- If the C/O₂ ratio is too low, metallic iron is oxidized into the slag as FeO. Yield drops. Above a certain point, the slag becomes so liquid that solid particles can no longer hold up, foaming collapses again — this time from the opposite side — and the now-aggressive slag falls below MgO saturation and attacks the refractory.
In other words: foaming fails twice — at low FeO and at high FeO — and only the middle region works. The width of that middle region depends on basicity, on temperature, on the MgO content, and on the alumina load coming in with DRI gangue. The "right" C/O₂ is not a constant; it is a function of the current slag state, which is itself drifting through the heat.
The system is coupled, not modular
MgO saturation depends on FeO, because the saturation line in the ISD shifts when FeO changes. B1 is a chemistry ratio, but its effective basicity depends on FeO and Al₂O₃ activity. Foaming depends on the solid particle population, which depends on both MgO saturation and FeO. Every knob turns at least two others. This is why a recipe-based slag practice — "always charge X kg of lime and Y kg of doloma per ton of scrap" — works as a rough baseline but cannot deal with the variability of a modern charge mix.
Inert impurities and non-stationary inputs
The theoretical mass balance assumes you know what is going into the bath. In practice you do not.
- Galvanized scrap brings Zn, which evaporates and shows up in the off-gas and dust.
- Painted, oiled or coated scrap brings hydrocarbon volatiles that disturb the C/O₂ ratio in unpredictable ways.
- Returned LF slag carries Al₂O₃, CaO and sometimes calcium aluminates.
- Bag-house dust recycled to the EAF brings Zn, K, Na, halides, and re-introduces FeO.
- DRI and HBI bring gangue silica and alumina that consume CaO before any dephosphorization work can begin.
Each of these shifts the "as-charged" slag composition away from what was assumed. The further the charge mix moves from a clean, well-known scrap basket, the more the theoretical balance is mistuned by inert impurities and oxidation products. The only way to know how far off it is, is to sample.
The temperature dimension
Dephosphorization is favored by low temperature and high oxygen potential; decarburization is favored by high temperature; refractory protection wants moderate temperature with MgO saturation; tap happens at high temperature. All of these phases take place in the same vessel within about 40–60 minutes. Modern practice increasingly moves dephosphorization from the oxidation stage to the melting stage to use the lower temperature window [8] — which makes the correction time window shorter, not longer.
The "insurance" problem
Faced with this complexity and limited measurement, operators reasonably over-flux and over-oxidize as insurance. Extra lime is cheaper than a refractory repair; running FeO a few points too high is cheaper than missing the phosphorus spec. The combined cost of this insurance — in flux, in yield, in refractory wear, in energy — is one of the largest avoidable cost items in EAF slag practice. And it exists mainly because the operator cannot see, in real time, where the slag actually is.
From postmortem to process control
The current reality in a worrying share of EAF shops is this: there is no slag sample at all from many heats, or there is one slag sample per shift that is treated as if it represents dozens of heats. Where samples are taken, they usually go to the central lab for XRF analysis, with a turnaround of 10 to 15 minutes or longer once preparation is included. By the time the result is on the operator's screen, the heat is tapped, the slag is on its way to the slag pot, and the only thing the analysis can do is explain after the fact what already happened.
That is diagnosis, not control.
The shift from diagnosis to control needs analytical methods that are fast enough to feed back into the same heat. Two analytical principles have matured to deliver this in the last decade: Laser OES — also known in the academic literature as laser-induced breakdown spectroscopy (LIBS) — and conventional optical emission spectroscopy (OES). Both deliver results in the range of 20 seconds to about one minute, both need minimal sample preparation, and both have been demonstrated in industrial environments.
What is striking, and what this article wants to underline, is that multiple independent groups — research institutes, plant operators, and technology vendors — have arrived at the same conclusion from very different starting points:
- Fraunhofer ILT (Aachen), 2014: Sturm et al. set up a Laser OES system for 24/7 automatic analysis of liquid slag at a working steel plant. The system measured slag directly in the slag transporter ladle at temperatures between 600 and 1400 °C, from a distance of several meters during short stops of the transporter. Six major components were quantified — CaO, Fe, SiO₂, MgO, Mn and Al₂O₃ — exactly the components needed for B1, B3 and MgO-saturation control. Each measurement took about 2 minutes including data transmission. The system ran stably through a 3-month industrial test, with calibration validated against the certified Dillinger Hüttenwerke laboratory [9, 10]. This was a landmark — the analysis was performed on hot slag in the pot, not on a prepared bead in a lab.
- Tecnalia / ArcelorMittal Spain, 2017: Picon et al. developed a hyperspectral reflectance regression method for LF slag characterization. The approach uses optical reflectance, no laser, no sample preparation. It reaches errors below 10% on the major slag components and was validated across several ArcelorMittal locations with a global regression model trained on data from different plants. The acquisition system was installed at ArcelorMittal Sestao. Reported process savings: 0.71 € per ton of liquid steel [13]. A different physical principle reaching the same operational point: chemistry in seconds, near the line.
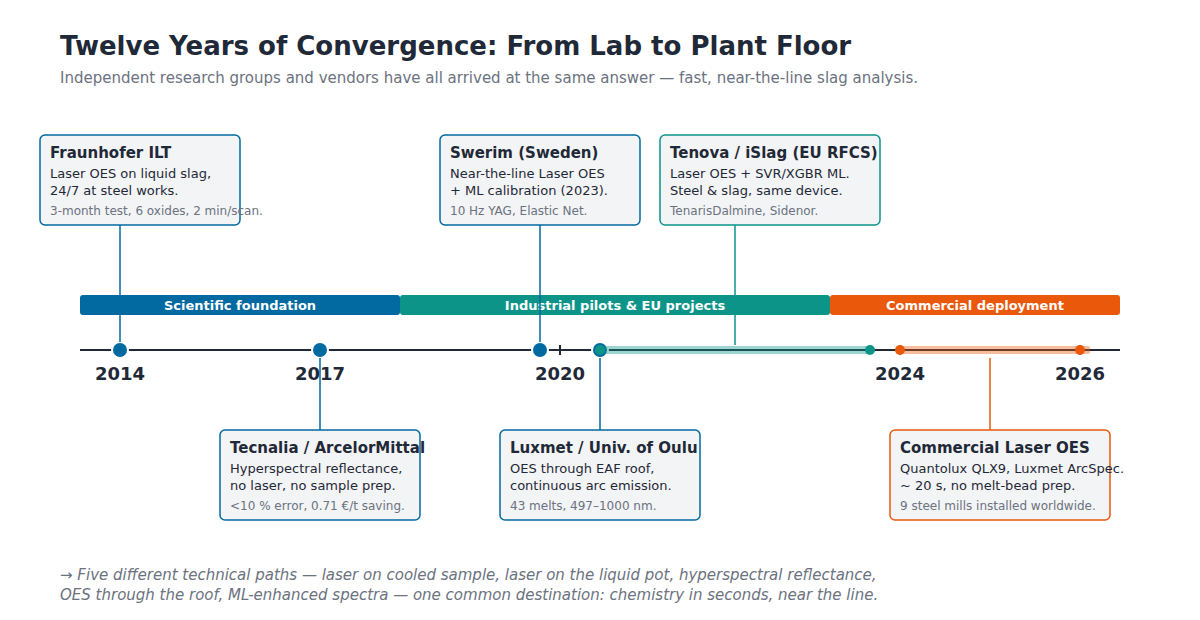
- Luxmet / University of Oulu, 2020: Pauna and co-workers showed that a Spectrometer observation installed through the EAF roof can read slag-related information directly from the arc emission during the heat itself — so there is no physical sample at all, and the analysis is essentially continuous. The 2020 paper analyzed 43 industrial melts on a high-alloyed steel grade, with high-quality arc spectra obtained on 30 of them, covering 497–1000 nm in the visible and near-IR range. The light reaching the spectrometer is dominated by emissions from the slag components — exactly the signal needed for slag chemistry tracking. Follow-up dissertation work showed that components such as CaF₂, MgO and MnO can be evaluated from the spectra in an industrial ladle furnace as well [14, 15].
- Swerim (Sweden), 2020 and 2023: Petersson, Gilbert-Gatty and Bengtson built a near-the-line Laser OES system using a Nd:YAG laser at 10 Hz, 300 mJ pulse energy at 1064 nm, with a rotating sample holder that averages each measurement over several hundred laser pulses to handle the fact that real slag samples are not uniform. Calibration was performed against XRF reference data on a large set of slag samples. A 2023 follow-up paper compares classical univariate calibration with machine-learning calibration (Elastic Net) on the same spectra and reports improved accuracy with the multivariate approach [11, 12].
- Tenova / iSlag project, 2020–2024: Within the EU-RFCS-funded iSlag project (four-year duration), Tenova developed and field-tested a Laser OES slag analyzer combined with a machine-learning workflow (Support Vector Regression and Extreme Gradient Boosting Regression). The system handles steel and slag samples on the same device, no sample preparation, and was field-tested at TenarisDalmine and Sidenor Aceros Especiales Basauri, in both cases for EAF and LF slag and the recycling decisions that follow [16].
- Commercial Laser OES systems in regular plant operation, 2024–2026: The Quantolux QLX9 slag analyzer delivers slag analysis in about 20 seconds — considering the sample prep, roughly ten times faster than XRF — on granular slag samples that need only crushing and simple dosing, no melt-bead preparation. At the time of writing, the QLX9 has been installed at nine steel mills worldwide as customer references, covering BOF, EAF and LF applications [17].

A QLX9 HD at Jiyuan Steel - China
Five different technical paths — different from today's XRF default analysis — laser plasma on a cooled sample, laser plasma on the hot sampe, hyperspectral reflectance, in-furnace OES through the roof, machine-learning-enhanced spectral evaluation — and one common destination. The question is no longer whether near-the-line slag analysis works. It is how many samples per heat your operation can act on.
What rapid slag analysis actually delivers in practice
The point of rapid analysis is not to replace one slow XRF sample with one fast Laser OES sample. The point is to enable multiple samples per heat, with results back inside the same heat, so the trajectory of the slag — not just the endpoint — becomes visible and controllable. The honest comparison is not "fast analysis vs. slow analysis." It is "samples that arrive in time to act on them" vs. "one sample per shift, or none at all."
Concretely:
- %MgO trend across the heat tells you whether your dololime feed is keeping pace with the dissolving lining and the changing FeO. Two or three samples show a drift that one sample cannot.
- B1 and B3 drift show whether your burned lime feed is matching the silica and alumina actually entering the bath — including silica from the DRI fraction and alumina from any LF slag returned to the EAF.
- %FeO at several points in time is the direct basis for adjusting the C/O₂ ratio: high and rising → cut O₂ or add C; low and falling → add O₂ or cut C. Done within the heat, not after it.
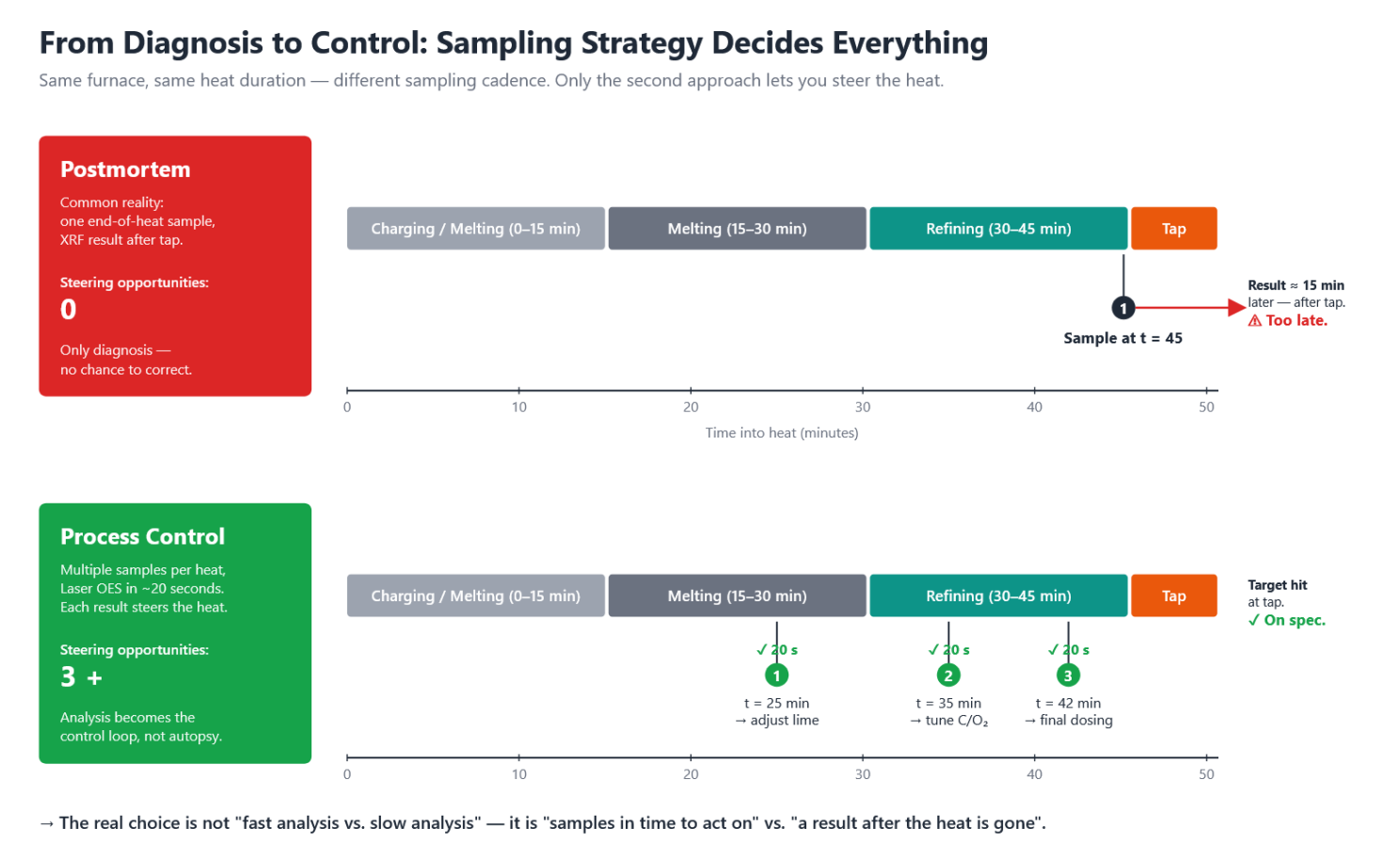
The real choice is not "fast analysis vs. slow analysis." It is "samples that arrive in time to act on them" vs. "a result after the heat is gone." A single end-of-heat sample reaching the operator after tap can only diagnose what already happened.
There is one more metric that deserves attention because it is rarely discussed: the scatter of FeO across heats, not just the average.
Most melt-shops, when asked, can give an average FeO. Few can give the standard deviation across the last fifty heats. But that standard deviation — independent of whether the average is "correct" — is the single best indicator of true process control. A high-scatter operation hitting an average FeO of 20% is in worse control than a low-scatter operation hitting an average of 22%. The reason is simple: scatter is what causes the bad heats — the phosphorus reverts, the yield outliers, the foaming collapses, the refractory hot spots. Reducing the scatter, even without changing the setpoint, removes the worst heats.
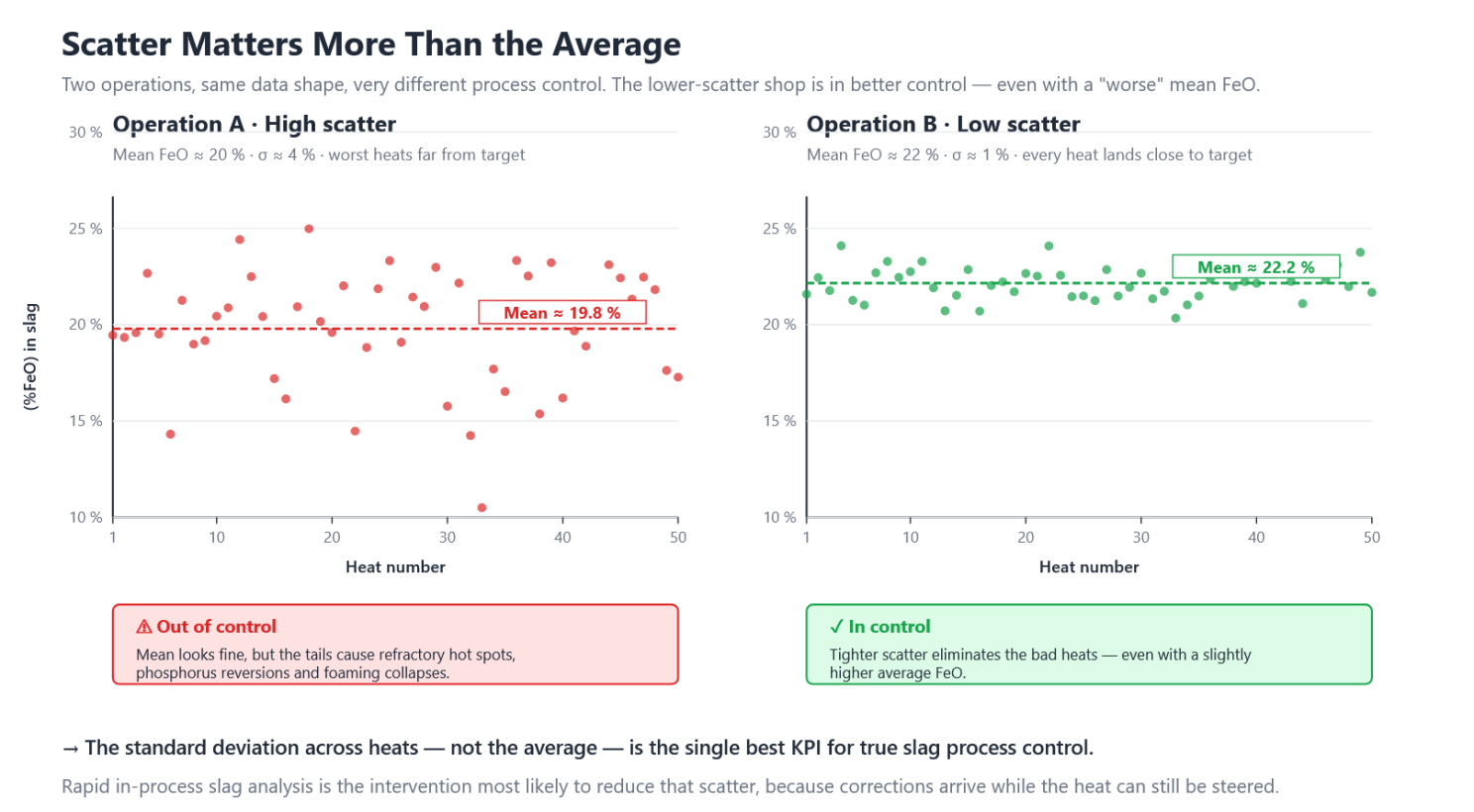
Operation B is in fundamentally better process control than Operation A — even though its average FeO looks "worse" by two percentage points. Scatter is what produces the bad heats: the phosphorus reversions, the yield outliers, the foaming collapses
What it translates to economically
Putting a number on the gain is shop-specific, but the public reports and project results all point in the same direction:
- Yield improvements — directly through better FeO control, reducing iron units lost to the slag pot. Even a modest one-point reduction in average FeO, applied across a full year of production, is a multi-million-euro number for a typical EAF mill.
- Flux savings — burned lime and dololime are not free, and at current price levels over-fluxing is materially expensive. Tighter slag chemistry control reduces the "insurance" margin in flux addition.
- Refractory life — staying inside the MgO-saturation window has a real effect on relining intervals.
- Energy and electrical stability — stable foam means stable arc, fewer interruptions, lower specific energy consumption.
- Recycling value of the slag itself — the iSlag project has shown that reliable knowledge of slag composition is the condition for valorization rather than landfill [16].
- The Picon et al. work, which is one of the few publicly disclosed numbers, reports 0.71 €/t liquid steel in process savings on the LF side alone [13]. The EAF side is in the same order of magnitude.
None of these gains is magic. They come from removing the "insurance" component of slag practice — the over-fluxing and over-oxidizing that operators reasonably do when they cannot see what is actually happening.
Conclusion
Slag is not a waste stream. It is the most information-rich process diagnostic the EAF offers. Every problem the furnace has — refractory wear, electrical instability, yield loss, phosphorus reversion, foaming collapse — is visible in the slag chemistry before it shows up as an operating problem.
The variability of modern EAF inputs — scrap quality, increasing DRI share, alternative carbon sources, recycled secondary resources — has outgrown recipe-based slag management. Static flux additions worked when the charge was consistent. They no longer work when the charge is a heterogeneous mix of scrap, DRI, returned slag, dust and alternative reductants.
Multiple research groups and technology vendors — Fraunhofer ILT, Swerim, Tecnalia/ArcelorMittal, Luxmet/Oulu, Tenova, Quantolux and others — have independently arrived at the same answer: rapid, near-the-line slag analysis, with multiple samples per heat, feeding back into in-process decisions on lime, doloma, and C/O₂ ratio.
The shift from diagnosis to control rests on three changes: faster analytics, more samples per heat, and a control loop that actually acts on the data. The technology side of all three is now available. What remains is the operational decision to use it.
References
- Pretorius, E.B., Carlisle, R.C., "Foamy Slag Fundamentals and their Practical Application to Electric Furnace Steelmaking," ISS EAF Conference Proceedings (1998).
- Kwong, J., Bennett, J.P., "A Computer Model of MgO Saturated EAF Slag Chemistry," Molten Slags, Fluxes and Salts Conference Proceedings (2000).
- Almeida, R., Vilela, A.C.F., Bielefeldt, W.V., "MgO Saturation Analysis of CaO–SiO₂–FeO–MgO–Al₂O₃ Slag System," Materials Research (2017).
- Reichel, T., Pretorius, E.B., et al., "Visualization of Slag Data for Efficient Monitoring and Improvement of Steelmaking Slag Operation in EAF, with a Focus on MgO Saturation," Metals 11(1):17 (2021). DOI: 10.3390/met11010017
- Dutta, S.K., Lele, A.B., Iron Making and Steelmaking: Theory and Practice, PHI Learning.
- Reis, B.H., Bielefeldt, W.V., Vilela, A.C.F., "Influence of Slag Properties for Steel Dephosphorization in EAF," ABM Proceedings (2023).
- Suito, H., Inoue, R., "Optimization of Slag Composition in View of Iron Recovery and Dephosphorization in EAF Process," Proceedings of the First Global Conference on Extractive Metallurgy (2018).
- "EAF Melting Stage and Oxidation Stage Operation," SME Group technical notes (2025).
- Sturm, V., Fleige, R., de Kanter, M., Leitner, R., Pilz, K., Fischer, D., Hubmer, G., Noll, R., "Laser-Induced Breakdown Spectroscopy for 24/7 Automatic Liquid Slag Analysis at a Steel Works," Analytical Chemistry 86(19), 9687–9692 (2014). DOI: 10.1021/ac5022425
- Sturm, V., Schmitz, H.-U., Reuter, T., Fleige, R., Noll, R., "Fast vacuum slag analysis in a steel works by laser-induced breakdown spectroscopy," Spectrochimica Acta Part B (2008).
- Petersson, J., Gilbert-Gatty, M., Bengtson, A., "Rapid chemical analysis of steel slag by laser-induced breakdown spectroscopy for near-the-line applications," J. Anal. At. Spectrom. 35(9), 1848–1858 (2020). DOI: 10.1039/D0JA00188K
- Peterson, J., Gilbert-Gatty, M., Ekström, K., Hagesjö, L., Bengtson, A., "Near-the-Line Steel Slag Analysis Using Laser-Induced Breakdown Spectroscopy: Traditional Univariate Versus Machine Learning Calibration Methods," Applied Spectroscopy (2023). DOI: 10.1177/00037028221144654
- Picon, A., Vicente, A., Rodriguez-Vaamonde, S., Armentia, J., Arteche, J.A., Macaya, I., "Ladle Furnace Slag Characterization Through Hyperspectral Reflectance Regression Model for Secondary Metallurgy Process Optimization," IEEE Transactions on Industrial Informatics (2017/2018). DOI: 10.1109/TII.2017.2773068
- Pauna, H., et al., "Optical Emission Spectroscopy as an Online Analysis Method in Industrial Electric Arc Furnaces," steel research international (2020). DOI: 10.1002/srin.202000051
- Pauna, H., "Electric arc characterization and furnace process monitoring with optical emission spectroscopy and image analysis," doctoral dissertation, University of Oulu (2020).
- iSlag project (RFCS-funded, 2020–2024); see Tenova Metals Insights, "How valorizing Waste drives the Circular Economy" (2025), tenova.com.
- Quantolux Innovation GmbH, QLX9 product information; nine steel mill customer references at the time of writing (2024–2025), quantolux.de.
- Luxmet Oy, ArcSpec product information, luxmet.fi.
A big thank you to Dr. Juergen Cappel, who has set the basis for this article with his expertise and his background Knowledge: "EAF slag optimization: EAF slag management is a tricky balance between the different parameters: REF-protection by (%MgO) saturation content control, Foamability optimization by B3 = (CaO/(SiO2 + Al2O3) control, De-P optimization by B2 = (CaO/SiO2) and (%FeO) control, and Yield optimization by (%FeO) control. For the basicity and (%MgO) control a balanced continuous addition of burned lime and dololime is crucial . The theoretical balance is mistuned by inert impurities in the scrap and oxidation products. It must be verified and tuned by multiple samples during the process.
The (%FeO) content in EAF operation is usually higher than required for De-P (optimum 25%). The reason is poor control of the combined O2/C injection for foamy slag. If the C/O2-ratio is too high, the (%FeO) is reduced and the foamy index is low. If the C/O2-ratio is too low, [Fe] is oxidized to (%FeO). When the (%FeO) is too high the foamy index deteriorates and the yield loss increases. Verification of the (%FeO) content at the end of the process will provide valuable information for the adjustment of the C/O2-ratio. Multiple slag sampling and quick response allows online process adjustments (rather than postmortem analysis). Depending on the actual performance results on-site significant yield improvements and flux savings will be achieved."